油圧シリンダーは、建設ショベルや農業トラクターから製造組立ラインや材料取扱装置まで、多様な産業および移動機械において重要な動力伝達コンポーネントとして機能しています。これらのシリンダーが故障すると、コストのかかる運用ダウンタイム、ワークフローの中断、関連システムへの潜在的な連鎖損傷が引き起こされます。最も広く使用されている油圧シリンダ設計の中で、溶接油圧シリンダは、コンパクトなフットプリント、高い構造剛性、および重型アプリケーションへの適合性で際立っています。しかし、摩耗、損傷、故障が発生すると、「溶接油圧シリンダは効果的に修理できますか ? 」という差し迫った疑問が浮上します。
本稿では、溶接油圧シリンダの修理可能性を探求し、そのユニークな設計制約、一般的な故障モード、段階的な修理プロセス、修理と交換のトレードオフを検討します。これらの側面を明確にすることで、保守チーム、エンジニア、機器オペレータが費用対効果の高い安全性、操作上健全な意思決定を行うための指針を目的としています。
1.溶接油圧シリンダの理解 : 設計と利点
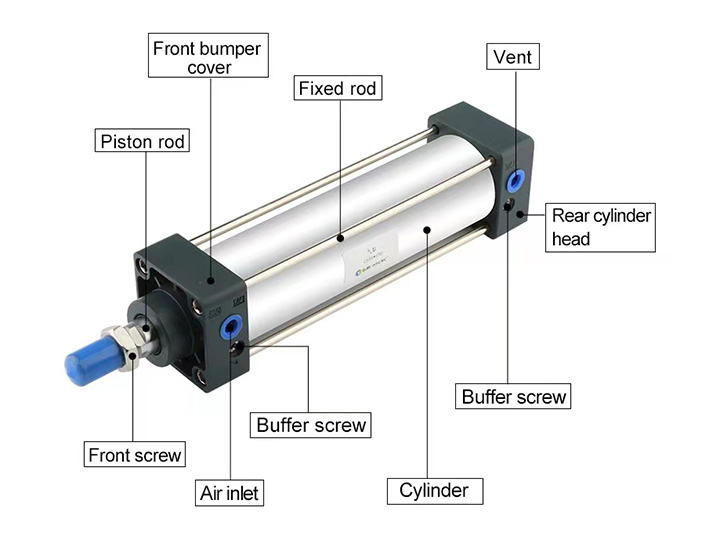
溶接された油圧シリンダは、エンドキャップ ( ヘッドとキャップ ) がシリンダチューブに直接溶接されるワンピース構造によって定義されます。この溶接設計により、外付けファスナーの必要性がなくなり、過酷な環境で不可欠な 3 つの主要な利点を提供します。
- コンパクト性と重量効率: タイロッドやかさばるフランジなしで、溶接シリンダーは、同じボアサイズと圧力定格のタイロッドシリンダーと比較して外径が小さく、軽量です。これは、スペースが限られた設置に最適です ( 例 :ショベルアーム、コンパクトローダー )
- 高い構造的完全性:溶接ジョイントは、シリンダーボディ全体に応力を均等に分配するため、高い動作圧力 ( しばしば最大 3000 psi 以上 ) と重いリフティング、プッシュ、またはプルアプリケーションで重要な機械的衝撃に耐性を可能にします。
- 強化された汚染抵抗性:チューブとエンドキャップの間のシームレス溶接は、汚れ、破片、または水分の潜在的な侵入点を低減し、シールの劣化と内部コンポーネントの摩耗を最小限に抑えます。
しかし、この溶接構造は修理の主要な課題をもたらします。分解には永久溶接の除去または修正が必要であり、シリンダーの構造的完全性を損なうのを避けるために専門的なスキルと精度が必要です。
修理性を評価する前に、故障の根本原因を特定することが不可欠です。溶接された油圧シリンダは、 4 つの一般的な問題により通常機能不全があります。
| 障害モード|解説|主な原因|
|--------------|-------------|----------------|
| シールの漏れ|ロッドグランド、エンドキャップ、またはチューブ溶接界面の流体漏れ ( 油圧油 ) が目に見える。シリンダー速度または力の出力が低下します。| 摩耗または破損したシール ( ロッドシール、ピストンシール、ワイパーシール ) 、不適切なシール設置、汚染 ( 破片がシール表面を傷つける ) 、または過度のロッド側負荷。|
| ベント / ピットされたピストンロッド (Rod)|ピストンロッドの物理的変形 ( 例 :曲げ、弓 ) または表面損傷 ( ピッティング、スコアリング、腐食 ); 不均一なシール摩耗および漏れを引き起こします。| 過剰な側面負荷 ( 例 :シリンダーと負荷の間のミズアライメント; 衝撃損傷 ( 例えば、破片との衝突 ); または不適切なロッドコーティング ( クロムめっき ) メンテナンス。|
| シリンダーチューブの損傷|チューブの内部スコアリング、腐食、または壁薄化; ピストンシールの故障、圧力損失、またはシリンダー運動の不均一さにつながる。| 汚染 ( 例えば、油中を循環する摩耗した部品からの金属削り; 過剰圧 ( チューブの圧力定格を超えること ); または化学的劣化 ( 互換性のない油圧流体 ) 。|
| 溶接接合の劣化|エンドキャップとチューブを接続する溶接部の割れ、剥離、または疲労。まれですが、壊滅的な流体損失を引き起こす可能性のある高リスクの故障。| 元の溶接品質が悪い ( 例 :不完全な浸透、多孔性 ) 、循環応力 ( 繰り返し伸張 / 引き込み ) 、または熱ショック ( 極端な温度変動 ) 。|
3.コア質問 : 溶接油圧シリンダーは修理可能ですか ?
簡単な答えは、溶接油圧シリンダは修理できますが、修理可能性は 2 つの重要な要因に依存します。
1.損傷の重症度および場所 ( 例 :摩耗したシールは修理可能ですが、割れたチューブは修理できません。
2.修理対交換の費用対効果 ( 例えば、軽微な修理は新しいシリンダーよりも安価です。深刻な損傷はこれを逆転させることができます。
修復は、壊滅的でない問題 ( 例えば、シール交換、ロッドのまっすぐさ、または表面の再加工 )溶接関連の損傷であっても、チューブとエンドキャップが構造的に健全なままであれば、熟練した技術者が溶接を修理または再加工できます。ただし、以下のような場合、修理は実用化されません。
- シリンダーチューブが割れたり、ひどく腐食されたり、最小安全閾値を下回る壁厚がある。
- ピストンロッドは、まっすぐのポイントを超えて曲がっています ( 例 :ロッドの冶金構造の永久変形 ) 。
- 修理コスト ( 人件 + 部品 + 試験 ) は、 OEM 仕様の新しいシリンダー ( 業界共通のベンチマーク ) のコストの 60 〜 70% を超えています。
4.溶接油圧シリンダのステップバイステップ修理プロセス
溶接油圧シリンダの修理は、業界標準 ( 例 : 、油圧シリンダー用 ISO 4413 ) と専門機器。以下は、標準化されたプロフェッショナルな修理ワークフローです :
ステップ 1 : 総合的な診断と検査
解体する前に、技術者が徹底的な評価を行い、障害モードを確認し、隠れた損傷を除外します。
- 目視検査 : 外部漏れ、ロッド曲げ、溶接割れ、腐食の点検。
- 機能テスト :シリンダの伸縮速度、力出力、および圧力保持 ( 油圧テストベンチを使用して ) を測定し、圧力低下や不均一な動きを特定します。
- 内部検査 : ボアゲージを使用してチューブの内径 ( 摩耗または丸外さ ) をチェックし、ダイヤルインジケータを使用してロッドのまっすぐさを測定します。手届きにくい領域では、内部表面を検査するためにボレスコープを使用することができます。
ステップ 2 : 安全な分解
溶接シリンダーにとって最も重要な段階は、永久溶接の修正であるため、分解です。
1.圧力解除 : 油圧流体を完全に排水し、誤った移動や流体の噴霧を防ぐために残留圧力を緩和します。
2.溶接取り外し: 精密工具を使用します ( 例 :プラズマカッター、研削ホイール ) は、端キャップチューブインターフェースの溶接を慎重に除去します。技術者は、管やエンドキャップの過熱を避けなければなりません。過熱は材料の機械的特性を変化させる可能性があります ( 例えば、強度を低下させるアニール ) 。
3.コンポーネント抽出: チューブからピストン、ロッドアセンブリ、および内部シールを取り外します。コンポーネントの方向性を慎重に文書化します ( 例 :シール方向 ) は正しい再組立を保証します。
ステップ 3 : コンポーネントの改修または交換
各分解部品は再利用または交換のために評価されます。
- ピストン棒:曲げられた場合は、油圧プレスや精密整直機 ( マイナー曲げの場合 ) で直線化することができます。ひどく破損したロッドは OEM 対応のロッドに置き換えます ( ボアサイズやねじ仕様との互換性を確保します ) 。表面のピッティングやスコアリングは、クロムメッキまたは熱噴霧によって修復することができます ( 例 :HVOF— 高速酸素燃料コーティング ) 、滑らかさを復元します。
- シリンダーチューブ : 内部スコアリングは研磨によって対処することができます ( 均一な表面仕上げを復元するため ) 。割れや過度の壁薄化があるチューブは廃棄します。
- シール & ハードウェア :シール ( ロッドシール、ピストンシール、 O リング、ワイパーシール ) は、 ( 視覚的に無傷であっても ) 長期信頼性を確保するために * 常に交換されます。摩耗したベアリング、ブッシュ、スナップリングも OEM グレードのコンポーネントに置き換えます。
- エンドキャップ : 溶接されたエンドキャップは割れや変形がないか検査し、損傷していない場合は清掃し、再溶接の準備を行います。
ステップ 4 : 再組立 & 精密溶接
再組立には OEM 公差と溶接規格の厳格な遵守が必要です。
1.部品の準備 : すべての部品を洗浄し ( 油圧油と互換性のある溶媒系クリーナーを使用して ) 、汚れ、油、酸化を除去します。取付け前に油圧油でシールを潤滑して引き裂かないようにします。
2.ピストン & ロッドアセンブリ : ピストンとロッドに新しいシールを取り付け、アセンブリをシリンダーチューブに挿入します。ピストンがバインディングなしで自由に動くことを確認します ( 手動回転またはスライドで確認 ) 。
3.エンドキャップの再取り付け:エンドキャップをチューブに配置し、元の OEM マークに合わせます ( ロッドとチューブの同心性を維持するため ) 。溶接は、チューブ材料に基づいて選択された GMAW または TIG プロセスを使用して行われます ( 例 :カーボン鋼、ステンレス鋼 )溶接は多孔性、アンダーカット、不完全な浸透がない必要があります。残留応力を緩和するために、高強度材料には溶接後の熱処理が必要になる場合があります。
ステップ 5 : 修理後のテストと検証
安全性とパフォーマンスを確保するための厳格なテストなしには修理が完了しません。
- 圧力テスト:シリンダーは最大動作圧力の 1.5 倍 ( ISO 4413 準拠 ) に加圧され、溶接、シール、またはポートの漏れをチェックするために、指定された期間 ( 通常は 5 〜 10 分 ) 保持されます。
- 機能テスト: テストベンチにシリンダーを取り付けて、伸縮速度、力出力、スムーズな動作を確認します。移動中に横荷重が発生しないようにロッドの位置合わせをチェックします。
- 品質ドキュメント:トレーサビリティと将来のメンテナンスのために重要な修理ログにテスト結果、溶接仕様、および交換されたコンポーネントを記録します。
5.溶接油圧シリンダの修理の利点
損傷が軽度から中等度の場合、修理は交換よりも明確な利点があります。
- コスト削減: シリンダーの修理は、特に大口径または高圧モデルの場合、新しい OEM ユニットを購入するよりも通常 30 〜 50% 低コストです。複数のシリンダーを持つ艦隊や産業施設の場合、これらの節約は時間とともに複合します。
- ダウンタイムの削減:多くの場合、修理は 1 〜 3 日 ( 部品の可用性に応じて ) で完了できますが、新しいカスタムシリンダーのリードタイムは 1 〜 4 週間の範囲です。これにより、建設や製造などの時間に敏感な産業にとって重要な業務の中断を最小限に抑えます。
- 持続可能性 : 修理は、既存のコンポーネントのライフサイクルを延長し、原材料の需要を削減することで廃棄物を削減します ( 例 :鋼、クロム ) と新しいシリンダーを製造するために必要なエネルギー。これは、産業の持続可能性目標 ( 例 :ISO 14001 ) 。
- OEM 互換性:プロフェッショナルな修理は OEM 仕様の部品を使用し、元の設計公差を遵守し、修理されたシリンダーが新しいユニットと同一に動作することを保証します。アフターマーケットの交換のリスクを回避します ( 例 :ミスアライメント、圧力不相容性 ) 。
6.制限と交換時期
修理の利点にもかかわらず、交換がより安全で実用的なオプションであるシナリオがあります。
- 深刻な構造損傷 :シリンダーチューブが割れたり、割れたり、最小安全限界 ( メーカーによって指定された ) を下回る壁厚がある場合、修理は実現不可能です。チューブ破裂、流体の爆発 ) 。
- 古いコンポーネント: OEM 部品 ( 例 ) の古いシリンダーのために、カスタムエンドキャップ、特殊なシール ) はもはや利用できなくなり、修理では性能や安全性を損なう非標準的な修正が必要になる場合があります。
- 高い修理コスト : 損傷が広範な場合 ( 例 :曲がったチューブ + 割れたエンドキャップ + ロッド交換 ) 、総修理コストは新しいシリンダーの価格の 70% を超えることがあります。このような場合、交換は長期的に費用対効果が高くなります ( メンテナンス必要性が低くなるため ) 。
- 安全リスク :不適切な溶接修復やコンポーネントの位置合わせが悪くなると、負荷下でシリンダーが故障し、機器の損傷、怪我、死亡につながる可能性があります。OEM 規格に準拠した修理ができない場合は、交換が義務付けられます。
7.主な推奨事項 : プロフェッショナル修理サービスを優先する
溶接された油圧シリンダの修理の複雑さ、特に溶接除去、再溶接、試験に必要な精度を考えると、 DIY 修理は強く推奨されません。唯一の認定油圧修理技術者 :
- 高強度鋼の溶接の専門知識 ( 例 :AISI 1045 、 4140 ) と AWS ( アメリカ溶接協会 ) 規格の遵守。
- 専門機器へのアクセス ( 例えば、精密研磨機、油圧テストベンチ、ボアスコープ )
- OEM 設計仕様の知識 ( 例 :公差、圧力定格、シールの互換性 )
これらの修理を行う。資格のないプロバイダーを選択すると、早期故障や安全上の危険につながる標準以下作業のリスクがある。